
Burdin Griseko galdaketa-prozesurako funtsezko teknologiak
Galdaketa-industrian, "hiru ondasun" esaera bat dago, burdina urtu onari, moldatzeko harea onari eta teknologia onari erreferentzia egiten diona.
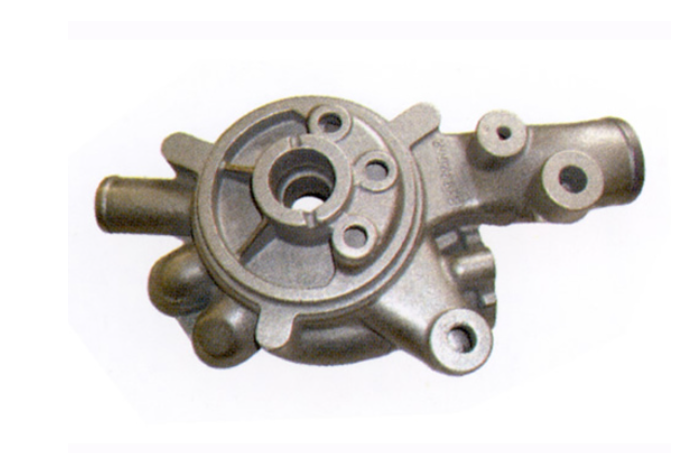
Galdaketa-teknologia, burdina urtuarekin eta moldura-harearekin batera, galdaketak fabrikatzeko hiru elementu nagusietako bat da. Hareazko moldeetan, molde bat eredu bat erabiliz egiten da, burdina urtua moldearen barrunbean isurtzeko aukera emanez.
ren prozesuaburdina grisezko galdaketakfluxu-bideak eta metodoak ikertu eta zehaztea dakar.Moldearen osagaiak egitekoburdina grisezko galdaketakbesteak beste:Isurketa-atea: Hemen urtutako burdina isurtzen da zalitik moldearen sarrerara.
Isurketa uniformea bermatzeko eta burdina urtutako inklusioak kentzeko, sarritan zepa edalontzi bat jartzen da. Zepa-kotilaren azpian isurtzeko atea dago.Korrikatzailea: burdina urtutako korridore nagusitik moldeko barrunberantz isurtzen den sekzio horizontalari erreferentzia egiten dio. Galdaketa-esaerak dioen bezala, "weir"-a prozesuaren ezinbesteko atala da.Haizeak: Moldearen barrunbetik airea isurtzeko kanalak, burdina urtuz betetzen den heinean.
Orokorrean ez dira beharrezkoak moldatzeko hareak iragazkortasun egokia badu.Gorantzak: urtutako burdinako inklusioak eta moldeko ezpurutasunak kentzeko erabiltzen dira. Burdinazko galdaketa grisak hoztean uzkurtzearen ondorioz, igogailuak askotan ez dira bolumen nahikoak. Elikadura gisa jarduten dutenean, jario-igoera deitzen zaie, eta hauek nahiko lodiak dira.
Prozesuaburdina grisezko galdaketakisurketa leuna eta galdaketa kalitate ona bermatzen du. Isurketa-denbora ahalik eta laburrena izan behar da, eta moldearen barrunbeak inolako turbulentziarik gabe egon behar du. Funtsezko puntuak hauek dira:(1) Moldearen goialdea eta behea: a-ren zatiketa-azaleraburdina grisa galdaketaMoldearen beheko zatian ahalik eta baxuena izan behar da, beheko zatiek uzkurtze-barrunbe gutxiago baitute eta material trinkoagoa baitute.(2) Isurketa-metodoa: Goiko atalerako isurketa, erdiko eta behekoetarako beheko isurketa. Goitik isurtzeko moldeek harea akatsak eragin ohi dituzte eta gutxiago erabiltzen dira.(3) Barneko ateen posizioa: moldearen barrunbean sartzean urtutako burdina azkar solidotzen denez, horma lodiko ataletan barneko ateak jartzeak burdinari horma meheko zatietara iristea eragotzi dezake. Galdaketa handietan, barruko atea txikia bada, urtutako burdinak azkar isurtzen du, eta baliteke barneko atearen ondoan harea akatsak eraginez. Barne-ateen kopurua eta forma kontuan hartu behar dira haien posizioa zehazteko.(4) Barne-ate motak: Barne-ate triangeluarrak eta trapezoidalak nagusiki. Barneko ate triangeluarrak errazago egiten dira, eta barruko ate trapezoidalak, berriz, zepak moldean sartzea eragotzi dezakete.(5) Ate zuzenen, horizontalen eta barneko ateen sekzio-erlazioa: ate zuzena a bada, ate horizontala B da, eta barneko atea C, erlazioa a ∶ B ∶ C = 3,6 ∶ ∶ ∶ ∶ C = 3,6 ∶. Ratio honi buruz iritzi desberdinak dauden arren, arrazoia da burdina urtua lehenik 3,6 tamainako sarrera batean sartzen dela, 4,0 tamainako lasterkari handi batetik igarotzen dela eta, ondoren, barneko atean sartzen dela. 2.0 tamainako barneko ate estua dela eta, emari-abiadura moteldu egiten da denborarekin, inklusio arinagoak igotzea ahalbidetuz eta barruko atetik galdaketan sartzea eragozten du. Hau da ratioaren funtsezko puntua. Printzipio hau gogoratzen bada, xehetasun zehatzak ez dira kritikoak. Besterik gabe, kontuan izan galdaketa ertain, handi eta txikietarako isurketa-sistemaren diseinuak propietate fisikoak eta zerbitzu-bizitza eragiten duela.burdina grisezko galdaketak.
Bidali kontsulta


X
Cookieak erabiltzen ditugu nabigazio esperientzia hobea eskaintzeko, guneko trafikoa aztertzeko eta edukia pertsonalizatzeko. Gune hau erabiltzean, gure cookieen erabilera onartzen duzu.
Pribatutasun politika